| 工业CT与无损检测 | 您所在的位置:网站首页 › 无损检测ct 安装要求 › 工业CT与无损检测 |
工业CT与无损检测
|
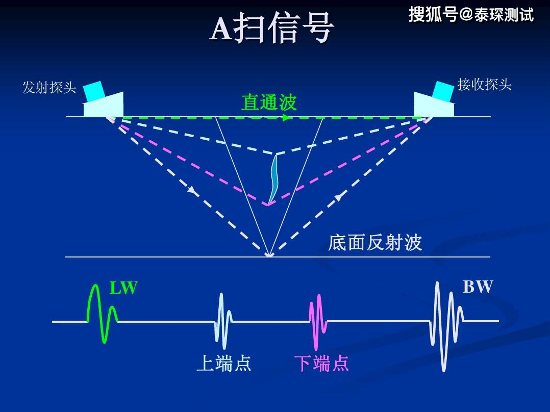
局限性:不适合检测几何形状复杂的工件,并被检查表面须有一定的光洁度,对于有些粗晶粒的铸件和焊缝,因易产生杂乱反射波而较难应用。此外,超声检测的结果不直观,主观性大,需要有一定经验的检验人员来进行操作和判断检测结果。 超声波衍射时差法(TOFD) 衍射时差法(Time of Flight Diffraction,简称TOFD)是一种依靠从被检工件内部缺陷上、下“端点”处得到的衍射波在扫描线上的时差来检测缺陷尺寸的一种超声检测方法。如图2所示。
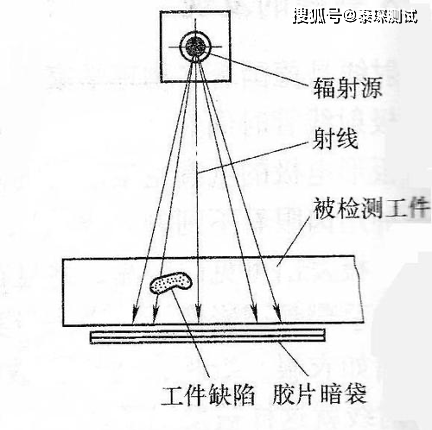
图2 超声波衍射时差法(TOFD)原理 优点:检测灵敏度高,操作便捷,实时成像; 局限性:对缺陷定性困难,不适用于复杂几何形状的工件,对缺陷走向不敏感,近表面存在盲区。 射线检测技术中,普遍是对被检工件的某个角度进行照相,存在被内部结构或其它缺陷信息覆盖,所得到的缺陷图像不全面,比如RT、CR、DR。而CT则是对被检工件360°旋转照相,可获得更多的缺陷信息,比如缺陷尺寸、位置、方向、类型。 射线检测(RT) 射线穿过被检工件,由于工件的不同部位对射线的衰减程度不同,使得透射射线强度不同,最后在胶片上呈现图像。如图3所示。
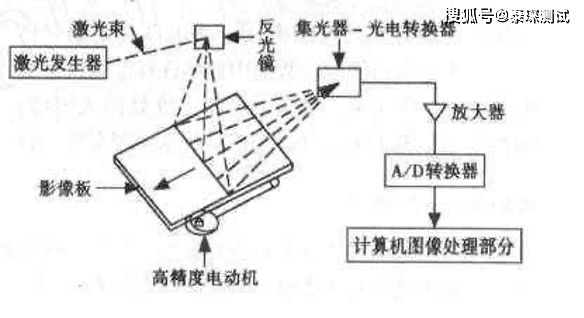
图3 射线检测(RT)原理 RT的优点在于成本低,图像质量高。但不足在于,胶片的成像和存储有一定的环境要求,同时成像时间长。 计算机X线照相(CR) 和RT不一样的是,CR的射线信号接收装置是IP板(影像板),经过X射线曝光、激光扫描,转换成电信号,通过计算机数字成像。如图4所示。
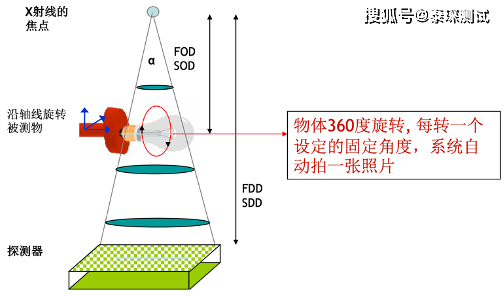
图4 计算机X线照相(CR)原理 CR相对RT,CR是数字化图像,可进行图像后处理,易于存储,IP板可重复使用几万次。但空间分辨率不及RT和DR。工作效率上并没有提高。 数字射线成像(DR) DR的透射线接收装置是平板探测器,可以实时成像,找到缺陷位置或关注区域,再进行射线检测。避免了多余的射线拍片,大大提高了成像速度。由于DR拍片是将多张图像合成一张图,所以图像质量上相对CR有很大提高。 计算机断层成像(CT) RT、CR、DR获得的都是二维图像,而CT可获得三维图像。对被检工件内部缺陷进行定性定量定位分析,另外通过专业软件实现更多的数据分析,比如尺寸测量、逆向工程、数模比对等等。但CT的成本高,且需要一定的时间。另外,CT目前不能进行现场检测。
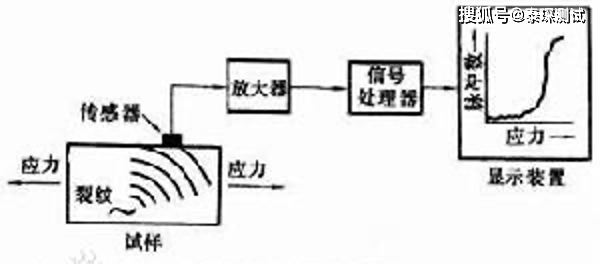
图5 计算机断层成像(CT)原理 声发射检测技术(AE) 声发射是指材料或结构件产生形变时以弹性波形式释放出应变能的现象。利用接收声发射信号研究声发射源的内部情况称为声发射检测技术。
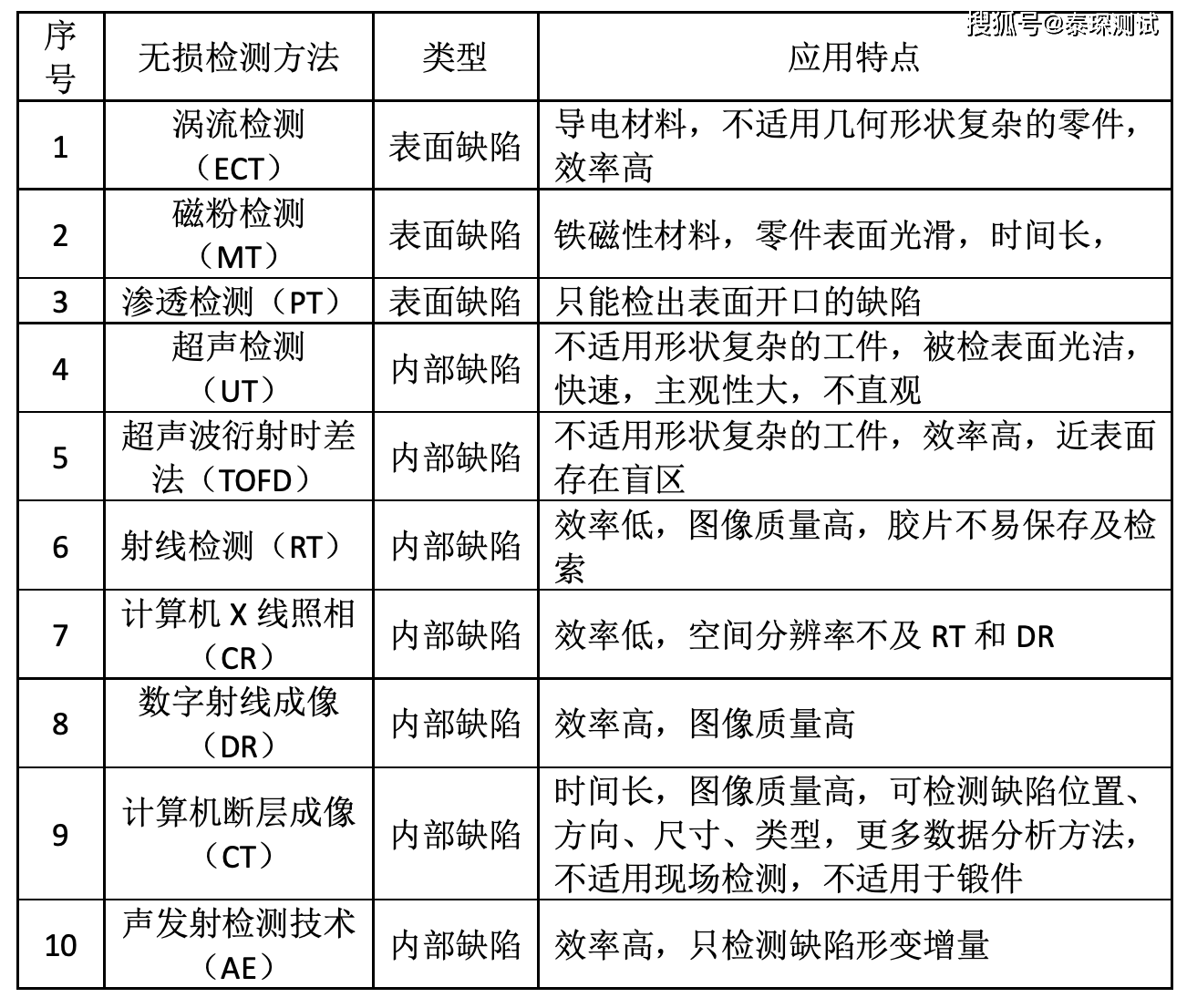
图6 声发射检测技术(AE)原理 声发射检测技术适用于实时动态监测检测,且只检测正在形变/扩展的缺陷,确定危险程度,而不检测缺陷的尺寸、位置、方向。 成本低,操作简单,实时观测结果。受材料的性能和组织的影响比射线检测法和超声检测法要小。 综上,对无损检测方法的应用进行总结(如表1) 表1 无损检测方法的应用特点
工业CT检测技术(计算机断层成像) 和其他内部检测方法的最大区别在于,检测场地固定,目前还不能进行现场检测;然后是成本较高;但它具有优秀的三维成像技术,及很多数据分析方法,为常规检测方法不能满足的多数要求提供解决方案。所以,综上所述, 工业ct扫描装置不是一种便携式无损检测扫描装置,但是工业CT功能强大,既可以定性分析,又可以定量分析。一般认为德国的Yxlon工业CT设备齐全,历史悠久,技术实力一流。 泰琛测试率先在第三方检测行业引入德国全系列Yxlon设备,能为客户提供最全面,最精确的工业CT无损测量方案,相信能助力于满足客户低成本,高收益的检测目的。返回搜狐,查看更多 |
【本文地址】